お役立ち情報
硬質クロムめっきの特性を活かすには?丸物加工品の長寿命化を実現するためのポイントを解説!
2025/08/12
- 長寿命化

長寿命化が求められる丸物加工品にとって、硬質クロムめっきは非常に有効な表面処理です。しかし、単にめっきを施すだけでは、その特性を最大限に活かすことはできません。
本記事では、硬質クロムめっきの基礎知識から、他の表面処理との比較、そして長寿命化を実現するための技術的な課題とポイントまで、専門的な視点から詳しく解説します。
さらに、平野鉄工だからこそ可能なQCDバランスを考慮した提案や、実際に摩耗や硬さの課題を解決した加工事例もご紹介いたします。
目次
硬質クロムめっきとは?丸物加工品に求められる特性
まずは硬質クロムめっきの概要から、硬度や耐摩耗性の特徴、そしてなぜシャフト等の丸物部品に硬質クロムめっきがよく採用されるのかを解説いたします。
硬質クロムめっきの概要と装飾めっきとの違い
硬質クロムめっきは、鉄鋼、非鉄金属、ステンレスなどの基材表面に厚いクロムの皮膜を電気的に析出させる表面処理技術です。硬質クロムめっきは、単に外観を美しく見せるための装飾めっきとは根本的に目的が異なります。
装飾めっきが0.1〜0.5μm程度の薄い皮膜で耐食性と光沢を付与するのに対し、硬質クロムめっきは数μmから数百μmといった厚い皮膜を形成し、圧倒的な硬度と耐摩耗性、耐食性、低摩擦係数といった機能性を付与することを主眼としています。
これらの機能は、産業機械や自動車部品など、過酷な使用環境にさらされる部品の性能を飛躍的に向上させるために不可欠なものです。
圧倒的な硬度と耐摩耗性
硬質クロムめっきの最大の特長は、その極めて高い硬度です。一般的な軟質クロムめっきがHV(ビッカース硬度)400〜600程度であるのに対し、硬質クロムめっきはHV800〜1,000という、高炭素鋼や焼入れ鋼にも匹敵する硬度を実現します。この高い硬度は、摺動部品や摩擦が激しい部分の摩耗を効果的に抑制します。
特に、金属同士が接触する環境下においては、硬質クロムめっきを施した表面は基材の損傷を最小限に抑え、部品の長寿命化に大きく貢献します。また、摩耗による粉塵の発生も抑制されるため、精密機器やクリーンな環境での使用にも適しています。
優れた耐食性と低摩擦係数
硬質クロムめっきは、硬度だけでなく、耐食性にも優れています。クロムの不動態皮膜が形成されることで、めっき皮膜自体が空気や水分の影響を受けにくくなり、錆や腐食から基材を保護します。この特性は、油圧機器のシリンダーロッドのように、水分や油に常に触れる環境下で特に重要となります。
さらに、硬質クロムめっきの皮膜は非常に摩擦係数が低く、潤滑性に優れているという特性も持ち合わせています。これにより、摺動部品の摩擦抵抗を軽減し、焼き付きを防止する効果を発揮するとともに、スムーズで安定した動作を可能にします。この低摩擦係数は、特に高負荷がかかる摺動部において、発熱を抑え、エネルギー効率を高める上でも重要な役割を担います。
なぜ硬質クロムめっきは丸物加工品に不可欠なのか
硬質クロムめっきのこれらの特性は、シャフト、ローラー、シリンダー、ピンといった丸物加工品に非常に高い親和性を持ちます。これらの部品は、絶えず摺動や回転を繰り返すため、わずかな摩耗や損傷が装置全体の性能低下や故障につながる可能性があります。
例えば、油圧シリンダーのロッドでは、硬質クロムめっきの耐食性が内部の油分による腐食を防ぎ、高い硬度が摺動部の摩耗を抑制することで、気密性の維持と長期間の安定した動作を保証します。また、ローラーやシャフトでは、硬度と耐摩耗性が直接的に製品の長寿命化につながり、メンテナンス頻度の低減とコスト削減を実現します。
なぜ丸物加工品に硬質クロムめっきが選ばれるのか
なぜ丸物加工品に硬質クロムめっきが採用されるのか、さらに深堀していきます。
他の表面処理との比較:硬質クロムめっきの優位性
丸物加工品に求められる機能は多岐にわたりますが、特に「耐摩耗性」と「耐食性」の両立は重要な要件となります。この点において、硬質クロムめっきは他の表面処理と比較して明確な優位性を持っています。
例えば、無電解ニッケルめっきは、複雑な形状にも均一な厚さで皮膜を形成できるという利点がありますが、硬度はHV500程度と硬質クロムめっきに劣ります。そのため、摺動や摩擦が激しい部分には、より高い硬度と耐摩耗性を持つ硬質クロムめっきが適しています。
一方、窒化処理は、鋼材の表面を窒素で硬化させることで優れた耐摩耗性を実現しますが、耐食性は硬質クロムめっきほど高くありません。したがって、摺動部でありながら、同時に腐食環境にさらされるような丸物部品には、硬質クロムめっきが最適な選択肢となるのです。
高い寸法精度と表面平滑性の両立
丸物加工品は、シャフトやローラーのように、ベアリングや他の部品と組み合わせられることが多く、非常に高い寸法精度が要求されます。硬質クロムめっきは、特定の厚みでめっきを施すことで、寸法の調整や摩耗した部分の肉盛りによる再生が可能です。これにより、高価な部品を廃棄することなく再利用できるため、コスト削減にも繋がります。
また、めっき後に研磨やラッピングといった精密加工を施すことで、表面を鏡面レベルまで平滑に仕上げることができます。これにより、摩擦係数をさらに低減させ、摺動部品の動作をよりスムーズにし、焼き付きを防ぐ効果を高めることができるのです。
丸物加工品に求められる機能の総合的な解決
硬質クロムめっきが丸物加工品に選ばれる最大の理由は、高硬度、高耐摩耗性、高耐食性、低摩擦係数という複数の特性を、一つの工程で同時に高いレベルで付与できる点にあります。この総合的な機能性は、特に過酷な環境下で稼働する産業機械の重要部品において、性能維持と長寿命化を両立させるための鍵となります。
単一の性能だけを追求するのではなく、複数の要素が複雑に絡み合う丸物加工品の課題に対し、硬質クロムめっきは極めて有効な解決策となるのです。
硬質クロムめっきで長寿命化を実現するための課題とポイント
硬質クロムめっきは丸物加工品の長寿命化に極めて有効な処理方法ですが、単にめっきを施せばよいというわけではありません。真に機能的な皮膜を形成し、性能を最大限に引き出すためには、いくつかの技術的な課題を克服し、適切なプロセスを踏むことが不可欠です。専門的な知見と経験がなければ、皮膜の剥離、寸法精度の低下、製品寿命の短縮といった問題を引き起こすリスクがあります。
丸物加工品特有の課題:歪みとめっき不良
めっき処理は、電気化学反応によって金属を析出させるプロセスであり、均一な皮膜を形成するためには、加工品全体に均一な電流密度を供給する必要があります。丸物加工品は一見すると単純な形状ですが、端部や軸の細い部分では電流が集中しやすく、皮膜の厚さにばらつきが生じやすいという課題を抱えています。これが、めっき不良や、硬度・耐食性の部分的な低下を招く原因となります。
また、めっき液の温度や電流密度、時間の管理が不適切である場合、皮膜に過度な内部応力が蓄積し、部品自体の歪みを引き起こし、最終的な寸法精度を損なう可能性も無視できません。
成功を左右する「前処理」の重要性
めっきの品質、特に基材と皮膜の密着性は、めっき前の前処理によって決まると言っても過言ではありません。基材表面に油分や酸化膜、錆などが残存している場合、これらがバリアとなり、クロムが金属表面に強固に結合することを妨げます。結果として、使用中に皮膜が剥離するリスクが高まり、製品寿命が著しく短縮されてしまいます。
そのため、前処理工程では、脱脂、酸洗い、電解研磨といったプロセスを通じて、基材表面を清浄かつ活性な状態にすることが極めて重要です。この前処理をいかに的確に行うかが、高品質な硬質クロムめっきを可能にする最初の鍵となります。
めっき厚さと後処理の最適化
長寿命化を目指すからといって、めっき皮膜を単純に厚くすれば良いというわけではありません。厚すぎると内部応力が増大し、剥離やクラック(ひび割れ)のリスクが高まるだけでなく、コストも増大します。用途や要求される性能に応じて、最適なめっき厚さを選択することが重要です。
また、硬質クロムめっきは、水素脆性を防ぐためのベーキング処理(熱処理)や、高い寸法精度と表面平滑性を確保するための研磨、ラッピングといった後処理も不可欠です。これらの後処理は、めっき皮膜の持つ潜在的な性能を最大限に引き出し、最終的な製品の品質と寿命を決定づける重要なプロセスとなります。
平野鉄工だからこそ可能な「硬質クロムめっき」による長寿命化提案
硬質クロムめっきは非常に有効な表面処理ですが、その特性を最大限に活かし、丸物加工品の長寿命化を真に実現するためには、単一の技術に固執しない総合的な視点とノウハウが不可欠です。平野鉄工が「金属加工コーディネーター」として提供できる価値は、まさにこの点に集約されます。特定の加工方法に限定されることなく、お客様の課題を深く理解し、最適な解決策を多角的に提案できることが、他社との決定的な差別化ポイントとなります。
QCDバランスを考慮した最適な提案
多くの企業では、お客様からの「とにかく硬く、長持ちするようにしてほしい」という要望に対し、硬度の高い表面処理を提案する傾向があります。しかし、平野鉄工は、それだけでなく、お客様のQCD(品質・コスト・納期)のバランスを深く考慮した上で判断するというユニークな視点を持っています。
必要以上に強度や硬度を高めると、仕上げ加工が困難になり、結果としてコストが異常なほど高くなる可能性があります。平野鉄工は、お客様の本当に必要な機能を見極めるために丁寧なヒアリングを行い、時には「あえて相手部材より負けさせて交換頻度を増やすことで、トータルコストを抑える」といった、型にはまらない斬新なVE・VA提案を行います。これにより、単なる長寿命化だけでなく、お客様の事業全体に貢献する価値提供を実現しています。
独自のネットワークによる幅広い対応力
平野鉄工の大きな強みは、硬質クロムめっきに留まらない、独自の加工ネットワークにあります。このネットワークは、「本当に製品を良くしたい」という理念を共有できる、信頼性の高いパートナー企業とのみ構築されています。これにより、平野鉄工は硬質クロムめっき、無電解ニッケルめっき、窒化処理など、あらゆる種類の表面処理から最適なものを選択し、コーディネートすることが可能です。
単一の技術に囚われることなく、お客様の要求仕様や使用環境に最も適した方法を客観的に選定できることは、お客様にとって最適な解決策を導き出す上で非常に大きなメリットとなります。品質管理についても、協力工場との連携によるダブルチェック体制と、お客様と事前に品質基準を決定するプロセスを通じて、安心して任せていただける体制を構築しています。
丸物製品の長寿命化を実現する総合的なVE・VA提案
平野鉄工の提案は、表面処理の選定だけに留まりません。丸物製品の摩耗や硬さの課題に対し、長寿命化を実現するための表面処理提案はもちろんのこと、機能を改善するための形状変更や機構改善など、幅広い範囲でのVE・VA提案も行っています。
これは、平野鉄工が表面処理だけでなく、金属加工全体に精通しているからこそ可能なことです。硬質クロムめっきの選定に悩んでいるお客様であっても、金属加工のプロである平野鉄工に一度ご相談いただければ、部品の設計段階から総合的な視点で、真の課題解決につながる最適な技術提案を行うことができます。
自動車業界で培われた高精度な丸物加工技術
私たち平野鉄工は、創業以来30年以上にわたり、自動車業界のTier1メーカーとの直需取引を通じて、極めて高い品質基準と厳しい納期要求に応えてまいりました。 この経験を通じて培われた技術力は、特にローラーやシャフト、シリンダー、ピンなどの丸物旋盤加工品において顕著に現れています。浸炭焼入れを施す際の歪み抑制技術、そして焼入れ後の高精度な円筒研削(円筒研磨)による仕上げ加工までを一貫して対応できるのは、自動車部品で求められるナノレベルの精度を追求してきたからに他なりません。φ5の小径部品から、クレーンでの取り扱いが必要なφ300~600の中型丸物部品、そして協力会社ネットワークを駆使した最大φ900までの大径丸物まで、高精度かつ複雑形状な製品に対応可能です。
単品・小ロット・短納期・特急対応力
製造業において、生産ラインのトラブルや試作開発、緊急部品の交換など、単品や小ロットでの特急対応が求められる場面は少なくありません。多くの加工業者が大量生産を前提としている中で、私たちはこのニーズに積極的に応えてまいりました。他社で断られるような小ロット・単品の浸炭焼入れやその後の加工にも、短納期・特急で対応できる体制を構築しています。これは、お客様の緊急事態におけるビジネス継続を強力にサポートする、非常に価値のあるサービスです。丸物加工から溶接組立、そして表面処理・熱処理まで一貫して対応できる体制と組み合わせることで、お客様の製品管理工数も削減し、迅速かつ効率的な部品調達をサポートいたします。
耐摩耗性・高強度が必要な製品への長寿命化提案に自信あります!
当社ではローラーやシャフト、シリンダー、ピンなど、消耗が激しい丸物加工品を多く取り扱っており、これらの製品に対する長寿命化を実現する技術提案に自信があります。
創業以来、当社では自動車業界の部品を中心に生産しており、現在は産業機械装置の部品も含めて多品種少量生産を行っております。特に当社にご依頼いただくのは、消耗が激しい丸物加工品が多くなっています。ローラーやシャフトは、なるべく交換をせずに長く使用したいというニーズが強い一方で、精度は高くなければいけないという、要求仕様も多い製品です。当社ではこうした丸物部品に対して、歪みが少なく、高強度・高硬度を実現する焼入れ・表面処理をご提案しております。
一方で当社では、「とにかく硬く、長持ちするようにしたい」というお客様に対して、「あえて消耗しやすくして交換頻度は多くするが、コストを抑える」というご提案も行っております。必要以上に製品の強度や硬度を向上させると、仕上げ加工が困難となり、コストも異常なほど高くなってしまいます。そのため当社では、あえて相手部材より負けさせてコストを抑えるという提案も行っています。
当社では、金属コーディネーターとして丁寧にヒアリングを行い、お客様が本当に必要とする機能を実現するための焼入れ・表面処理を選定しております。焼入れや表面処理については、独自の加工ネットワークであらゆる種類の処理に対応しております。さらに長寿命化だけでなく、機能を改善するための形状変更や機構改善など、型にはまらない斬新なVE・VA提案を幅広い範囲で行っております。耐摩耗性や高強度が必要な丸物製品は、金属コーディネーターに一度ご相談いただければ、当社から最適な技術提案をいたします。
硬質クロムめっきによる部品の長寿命化・高強度化事例
ここからは、私たち平野鉄工が実際にお客様の課題を解決し、部品の長寿命化・高強度化を実現した浸炭焼入れの事例をご紹介いたします。貴社の製品設計や調達のご参考になれば幸いです。
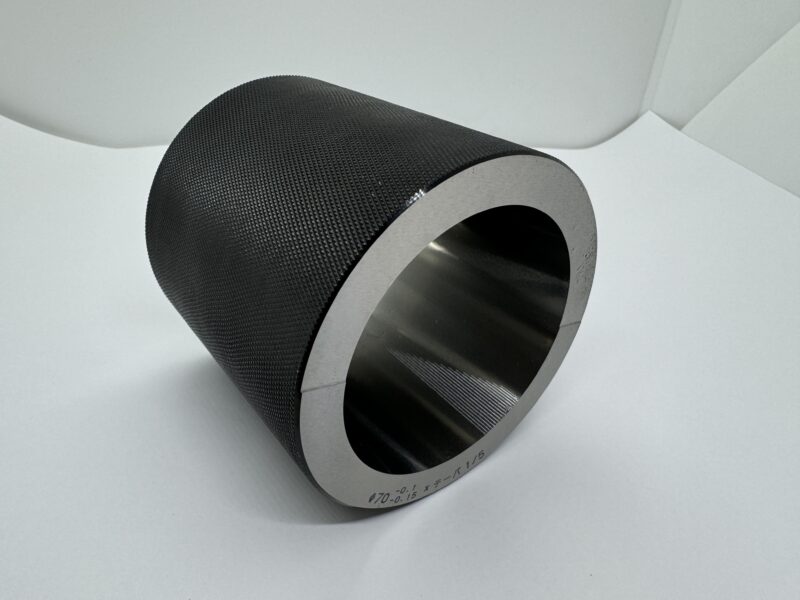
S45C製 圧下メタル

こちらは圧下メタル(S45C・硬質クロームメッキ)です。サイズはΦ125×50mmで、材質はS45Cを使用し、表面には硬質クロームメッキを施しています。加工工程としては、旋盤加工、マシニング加工、およびメッキ処理を行っています。
本製品は、R部分がスクリュー軸と合わさる設計となっています。スクリュー軸との嵌め合わせ精度を確保するため、マシニング加工で形状を高精度に仕上げ、また耐摩耗性を向上させるために硬質クロームメッキを施しました。
シリンダー用ピストン

シリンダーに使用されるピストンです。サイズはΦ40-Φ28 ×160mmで、材質はSCM材とBC材を使用しております。
本製品は、摺動部となるピストンをSCM材部分とBC材部分で別々に製作し、接合後に研磨処理を実施いたしました。具体的には、SCM材部分は研磨処理を施し、接合後のロッド部分には硬質クロームのメッキ処理を行いました。その後BC材部分を研磨して合わせるように仕上げています。
このように、摺動部となるピストンを異なる材質を別々に製作し、最適な処理を施すことで、材料費や加工費を削減することが可能となり、結果としてコストダウンを実現することができました。
硬質クロムめっきのことなら、平野鉄工にお任せください!
ローラー・シャフト旋盤加工 長寿命化ナビを運営する平野鉄工株式会社は、丸物加工品を専門とし、耐摩耗性や高強度が求められる製品の長寿命化と機能向上を実現する技術提案に自信を持っています。当社の金属コーディネーターが丁寧なヒアリングを行い、焼入れや表面処理の最適な選定を行うだけでなく、形状変更や機構改善などの斬新な提案も行い、お客様にとって最適な解決策を提供します。
対応可能な製品は、直径φ5の小さいピンからφ100のピンまで、長さも様々な丸物製品に対応しております。特にΦ300~600までの、馬力がない旋盤では削ることができないような、クレーンを用いて機械にセットする必要がある、やや取り回しがしづらいような中型丸物部品について、多くのお客様からご相談をいただいております。協力会社の加工ネットワークも駆使することで、最大φ900までの比較的大径な丸物加工まで対応可能です。
ローラー・シャフト旋盤加工 長寿命化ナビでは、多様なニーズに応える高い技術力と柔軟な対応力を持ち、お客様の製品開発を強力に支援します。丸物加工品の製造において、耐久性や精度を求めるなら、ぜひローラー・シャフト旋盤加工 長寿命化ナビにお任せください。お客様のご相談をお待ちしておりますので、どうぞお気軽にお声がけください。
関連記事
-

2025.08.18
高周波焼入れとは?シャフトやギヤの耐久性を高めるためのポイントとは?
- 長寿命化
高周波焼入れとは? 高周波焼入れは、金属の表面を硬化させるための熱処理技術の一種です。この技術は、鋼材の表面だけを急激に加熱し、その後に冷却することで… -

2025.08.04
長尺・大径シャフトの加工における3つのポイント|なぜ大手メーカー中途半端なサイズのシャフトの加工・調達を断るのか?
- シャフト
- 長寿命化
長尺・大径シャフトは、産業設備の心臓部を担う重要な部品です。しかし、その加工・調達には、多くの企業が課題を抱えています。 本記事では、まず長尺・大径シ… -
2025.07.28
S45Cの特徴と加工方法とは?
- 長寿命化
- 表面処理
- 加工
S45Cは、機械構造用炭素鋼の代表格として多岐にわたる産業で不可欠な材料です。 本記事では、S45Cの基本的な定義から、その背景、さらには化学成分と内… -

2025.07.25
浸炭焼入れとは?効果、長寿命化への応用まで徹底解説!
- 長寿命化
部品の性能向上や長寿命化は、製造業における永遠の課題です。特に過酷な環境下で使用される金属部品において、その耐久性を高めるための熱処理技術は不可欠と言… -
2025.04.21
サブゼロ処理とは?
- 長寿命化
ゲージや金型といった高精度部品において、微細な寸法変化が製品品質を大きく左右します。焼入れにより鋼材は硬度を得られますが、同時に「見えない変化」が内部… -

2025.03.21
SNC材(ニッケルクロム鋼)のそれぞれの種類と特徴、加工方法まで解説!
- 長寿命化
- 加工
SNC材とは? SNC材(ニッケルクロム鋼)は、高強度・高耐久性を持つ合金鋼の一種であり、自動車部品や産業機械部品など、高負荷がかかる部品の製造に適し… -

2025.01.21
プーリーの摩耗による交換時期の見極め方と頻度を減らすための対策
- プーリー
- 長寿命化
「プーリーの交換時期っていつ頃だろう?」「プーリーの寿命を延ばすにはどうすればいいの?」 製造現場や設備保全を担当されている方なら、一度はこんな疑問を… -
2024.12.12
シャフト摩耗の原因と対策|シャフトをコストメリット良く活用するためには?
- シャフト
- 長寿命化
シャフトとは? シャフトは、動力を伝達するための回転軸として、機械の心臓部ともいえる存在です。エンジンやモーターからの回転エネルギーを機械内部の他の部… -

2024.11.19
SCM材(クロムモリブデン鋼鋼材)の特徴と加工方法とは?
- 長寿命化
- 表面処理
- 加工
SCM材(クロムモリブデン鋼鋼材)とは? SCM材は、機械構造用合金鋼の一種で、「クロムモリブデン鋼」とも呼ばれます。この鋼材は、炭素鋼にクロム(Cr… -

2024.11.19
ローラーシャフトとは?用途から選定方法、耐久性向上を実現する方法まで徹底解説!
- シャフト
- 長寿命化
- 丸物部品
- 加工
ローラーシャフトとは? ローラーシャフトは、搬送装置や製造ラインにおいて、物品や部品を円滑に移動させるために使用される円筒形の機械部品です。ローラーシ… -
2024.10.22
歯切り加工とは?
- 長寿命化
- 加工
歯切り加工は、歯車製造において精度と性能を左右する重要な技術です。本コラムでは、歯切り加工の基本から創成法と成形法の違い、歯すじ修正の重要性、そしてギ… -

2024.10.22
ギヤの定義から種類・製造加工まで
- ギヤ
- 長寿命化
- 加工
ギヤは、多くの機械装置において中心的な役割を果たす部品であり、その重要性は非常に大きいです。ギヤは、動力の伝達や速度の変換、トルクの調整など、機械の基… -

2024.10.22
油圧シリンダーピストンの役割と長寿命化の秘訣とは?
- シャフト
- 長寿命化
- 加工
油圧シリンダーは、さまざまな産業で重要な役割を果たすアクチュエータの一つであり、コンパクトなサイズにもかかわらず大きな力を発揮することができる点が特徴… -

2024.07.26
ギヤシャフトの加工方法から長寿命化のポイントまで
- シャフト
- 長寿命化
- 加工
ギヤシャフトとは? ギヤシャフトは、シャフト(軸)にギア(歯車)形状を付加した機械部品です。歯車の刃が切ってあるため、歯切りシャフトとも呼ばれます。ギ… -

2024.07.26
Vプーリーの特徴から加工技術について
- プーリー
- 長寿命化
- 加工
ベルトと共に用いられるプーリーは動力伝達に用いられる円盤状の部品です。 代表的なプーリーの種類には、Vプーリーと歯付きプーリーがあります。 ①Vプーリ…