加工事例
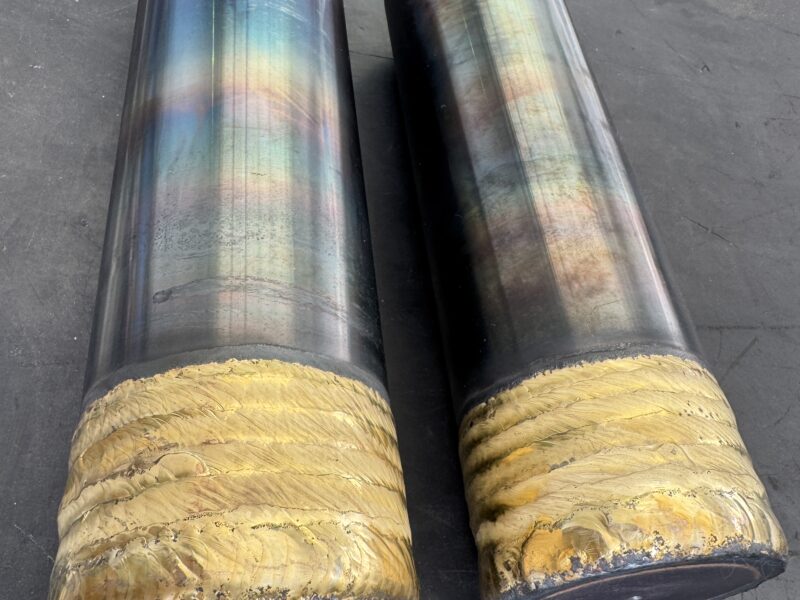
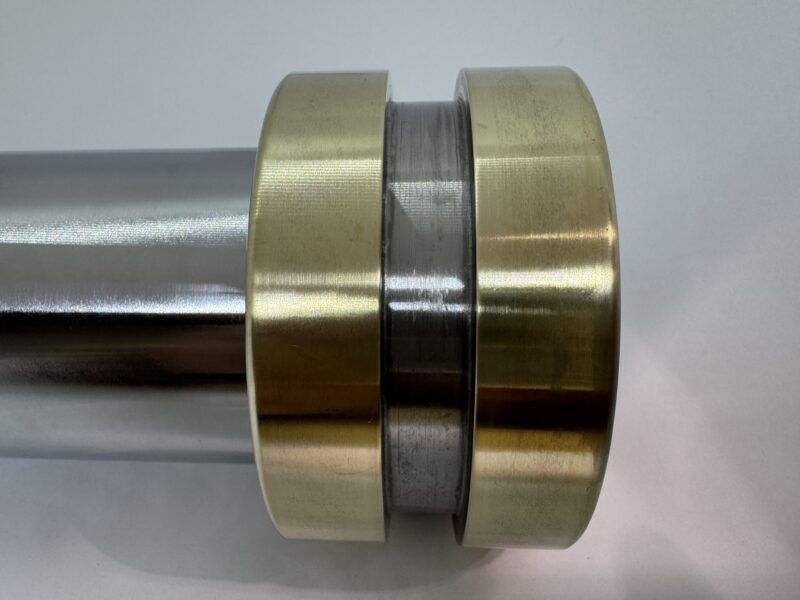
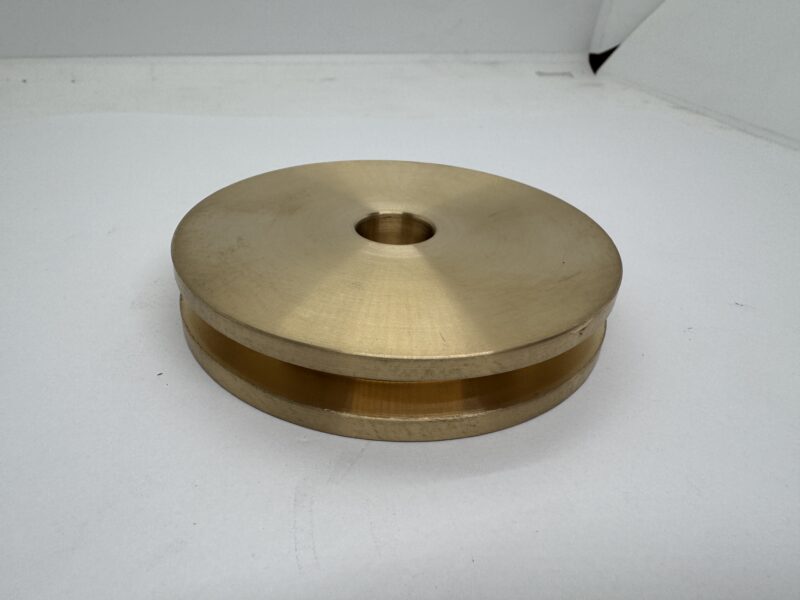
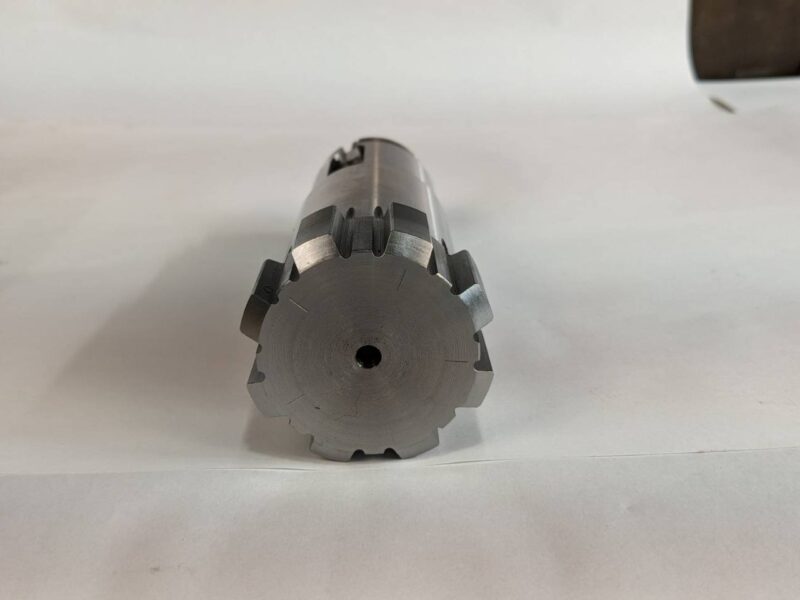
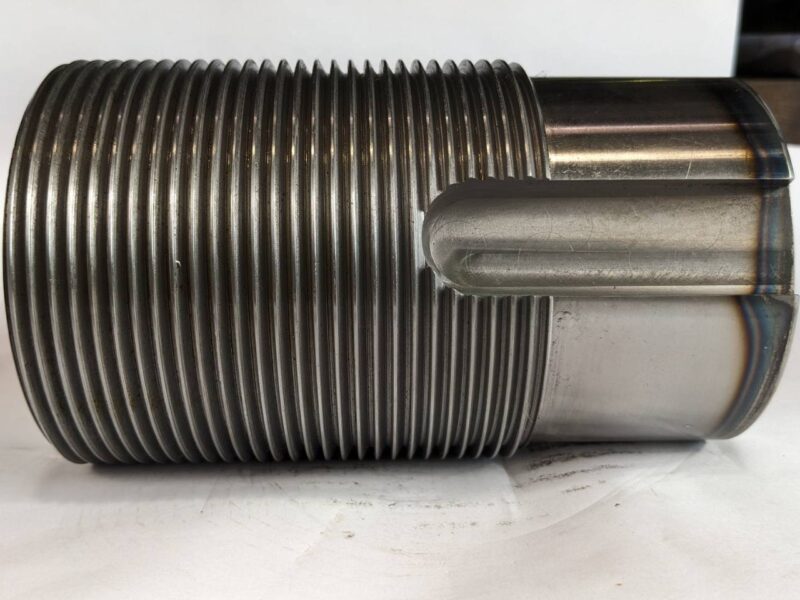
ピストンロッドの銅溶射・硬質クロムメッキ加工

| 材質 | S45C・ALBC |
| 表面処理 | 硬質クロムメッキ |
| 加工工程 | 先端部のRの削り(旋盤加工①)→銅溶射→全加工(旋盤加工②)→研磨→硬質クロムめっき→バフ研磨 |
| サイズ | φ80×301 |
| 精度 | Φ80(-0.036~-0.090)・Φ50(-0.030~-0.070) |
詳細説明
今回ご紹介するのは、S45CとALBCを組み合わせたピストンロッドの加工事例です。サイズはΦ80×301で、外径Φ80(-0.036~-0.090)、Φ50(-0.030~-0.070)の精度が要求されました。加工工程は、先端部のR削りから始まり、銅溶射、旋盤による全加工、研磨、硬質クロムメッキ、最終バフ研磨と複数にわたり、非常に複雑な流れとなりました。
特にピストンロッドは銅膜の三層処理が必要で、鉄の「巻き返し」が外に出ないよう工夫を施しました。溶射業者の指定として、先端部の鉄を削りRをつけて銅を盛る必要があり、この形状に仕上げることで安定した性能を確保しています。相見積もり案件ではありましたが、最終的に当社以外からは見積提出がなく、対応できる加工力が限られている案件であることを裏付ける結果となりました。当社が金属コーディネーターとして加工会社との橋渡しを行い、複雑な工程を一貫して管理したことで、品質と納期の両立を実現しています。
=====================
当サイトを運営する平野鉄工株式会社は、自動車業界で培った実績とノウハウを活かし、多様な業界へ金属部品を製造・納品しております。ローラーやシャフトなどの丸物旋盤加工品に対する耐摩耗性・強度を高める長寿命化提案には自信があります。
単品・試作からでも短納期対応いたします。既存部品のコストダウンもお任せください。固定概念にとらわれないアイデアと確かな技術力で、あらゆる金属部品のお困りごとを解決いたします。軸受ブラケットをはじめ高品質な金属部品をお求めの方は、ローラー・シャフト 旋盤加工 長寿命化ナビまでぜひご相談ください。
関連事例一覧
-

Φ16×185 ガイド用丸棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

S45C製 Φ60×273 精密ガイドピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

ABB1製 取付スタットボルト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

SS400製 Φ30×150 精密丸ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SCM440調質材 丸ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
調質処理,
-
黒染め(黒色酸化皮膜処理)
-
-
機能・目的:
-
-
-

φ140 精錬所向け設備用主軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
浸炭焼入れ,
-
調質処理
-
研磨加工
-
-
機能・目的:
-
-
-

ロケーションピン オス②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上
-
-
-

ロケーションピン オス①
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上
-
-
-

SCM420製 ロケーションピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上
-
-
-

SKH51製 ロケーションピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
真空焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上
-
-
-

カステンゲージ棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
耐摩耗
-
-
-

ピストンロッド
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
高周波焼入れ,
-
調質処理
-
研磨加工
-
-
機能・目的:
-
耐摩耗
-
-
-

ステンレス製 位置決め特注ピン②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性,
-
硬度向上
-
-
-

S45C製 基準ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

ステンレス製 位置決め特注ピン①
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性
-
-
-
製鉄工場分塊設備用 大径ピストン
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

製鉄工場分塊設備用ピストン
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

線材圧延設備用シャフト②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
耐摩耗
-
-
-
スプラインシャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ,
-
調質処理
-
-
機能・目的:
-
硬度向上
-
-
-

S45C製 圧下メタル
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐摩耗
-
-
-
スクリュー軸 (S45C・ノコ刃ネジ)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ,
-
調質処理
-
-
機能・目的:
-
耐摩耗
-
-
-

めねじ(PBC)〈ノコ刃ネジ、スプライン加工〉
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

偏心ローラー軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

ブロックピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

アタッチメント
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

保持ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

スプリングホルダー軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

設備用段付きシャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上,
-
コストダウン
-
-
-

設備用シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
浸炭焼入れ,
-
研磨加工
-
-
機能・目的:
-
硬度向上,
-
コストダウン
-
-
-

ブッシュ
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

ツバ付ブッシュ
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

圧下スクリュー軸 (ノコ刃ねじ付)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

めねじ (ノコ刃ねじ付)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
窒化処理
-
-
機能・目的:
-
耐摩耗
-
-
-

給電用シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

シリンダー用ピストン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材,
-
BC材
-
-
表面処理:
-
研磨加工,
-
硬質クロムめっき
-
-
機能・目的:
-
精度向上
-
-