加工事例
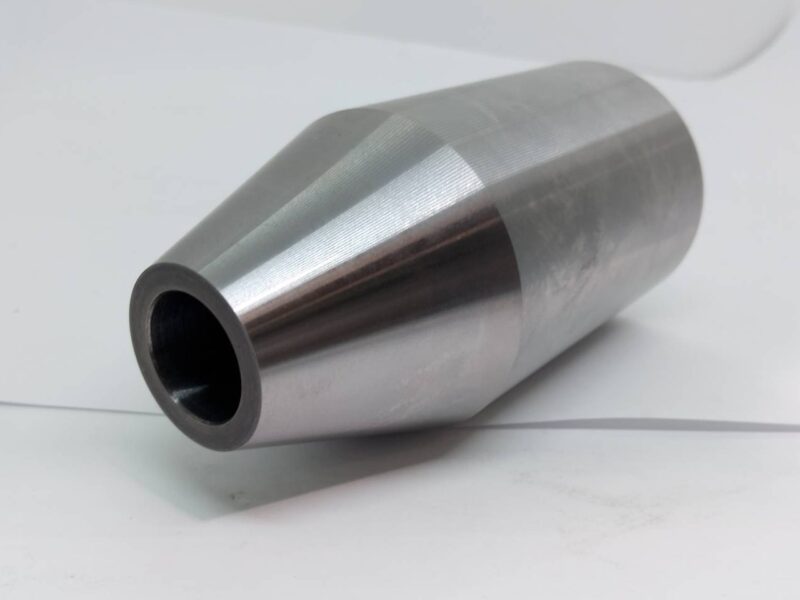
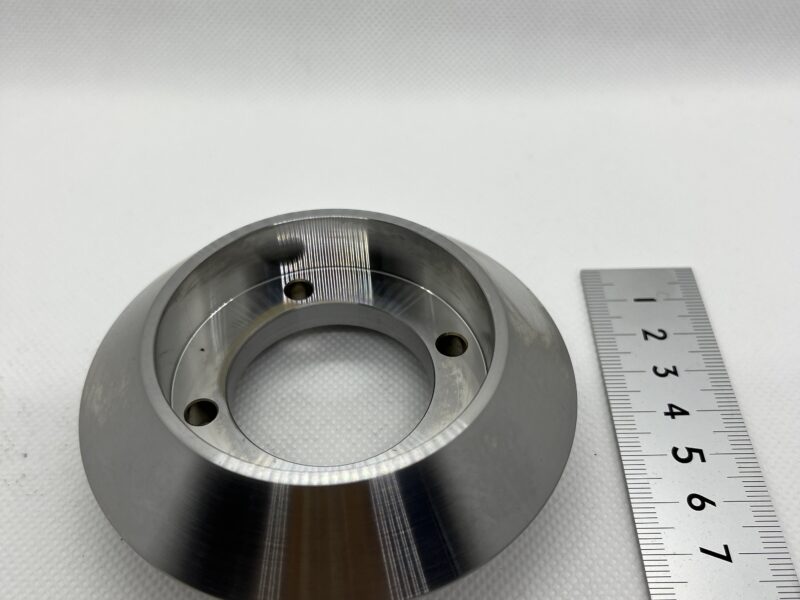
Φ26×467 センターロッド



| 材質 | S45C |
| サイズ | Φ26×467 |
| 加工工程 | 旋盤加工, →フライス加工, →焼入れ, →研磨 |
| 精度 | Φ22js6 |
| 表面処理 | 高周波焼入れ |
| 機能・目的 | 耐摩耗性 |
詳細説明
本事例は、機械構造用炭素鋼(S45C)を使用し、Φ26×467mmの細長形状で製作した、製造工場向け設備用のセンターロッドピンです。旋盤加工、フライス加工、高周波焼入れ、そして精密研磨加工を組み合わせることで、中央部に要求される**Φ22js6**という厳しい寸法公差と、優れた耐摩耗性を高精度に実現しております。
本製品は、設備内において重要な役割を果たすピン(ロッド)部品です。設計上の大きな特徴として、真ん中の軸部分に非常にシビアな寸法公差(js6公差)が設定されている一方、他部品との接触により過酷な摩擦が生じる「両端面部」には、耐摩耗性を高めるための局所的な高周波焼入れが施されている点が挙げられます。そのため、材料には熱処理特性に優れたS45Cを選定いたしました。
製造における最大の難所であり、品質を左右する極めて重要なポイントは、熱処理後に不可欠となる「歪み取り」の工程です。本製品は全長467mmに対して外径Φ26mmと非常に細長いため、高周波焼入れを施す際の熱衝撃によって、通常よりも大きな熱歪み(曲がり)がどうしても発生してしまいます。歪みが残った状態では、中央部の精密研磨で均一に刃が当たらず正しい寸法が出ないばかりか、回転や摺動時の芯振れに直結してしまいます。
そこで私たちは、研磨工程の前に、高度な技術を要する精密な歪み取り(プレスによる矯正)作業を徹底して行い、軸の直進性を極限まで高めました。この確実な歪み補正を経てから最終の研磨加工を行うことで、js6というハイレベルな要求公差を完全にクリア。優れた耐摩耗性と、ブレのない高い直進性を両立したハイクオリティな設備部品をお届けいたしました。
=====================
当サイトを運営する平野鉄工株式会社は、自動車駆動部品の製造で研鑚を積んだ精密丸物加工技術を基盤とし、重工業界の設備部品製造を幅広く受託しています。直径φ5の微小ピンから、クレーンでの段取りを要する中型部品、さらには独自の外注加工ネットワークを駆使した最大φ900の長尺・大径シャフトやローラーの調達まで柔軟に対応可能です。
私たちは単なる切削加工に留まらず、調質や高周波焼入れ、浸炭焼入れといった最適な熱処理の選定から、硬質クロムめっき、さらには超硬・ステライト溶射を用いた部品の肉盛り・再利用まで、現場の長寿命化ニーズに直結する部品の納品をお約束いたします。他社で敬遠されがちな小ロット・単品の特急案件や、工法転換による徹底的なコストダウン提案もお任せください。薄肉カラーや特大アダプターをはじめ、寸法のばらつきを許さない超精密な丸物加工品の設計・調達でお困りの際は、「ローラー・シャフト旋盤加工長寿命化ナビ」へご相談ください。
関連事例一覧
-
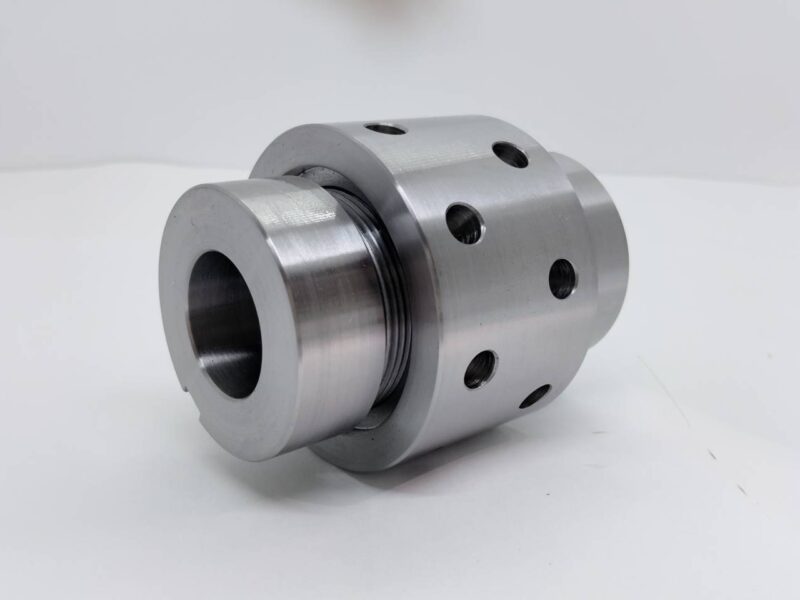
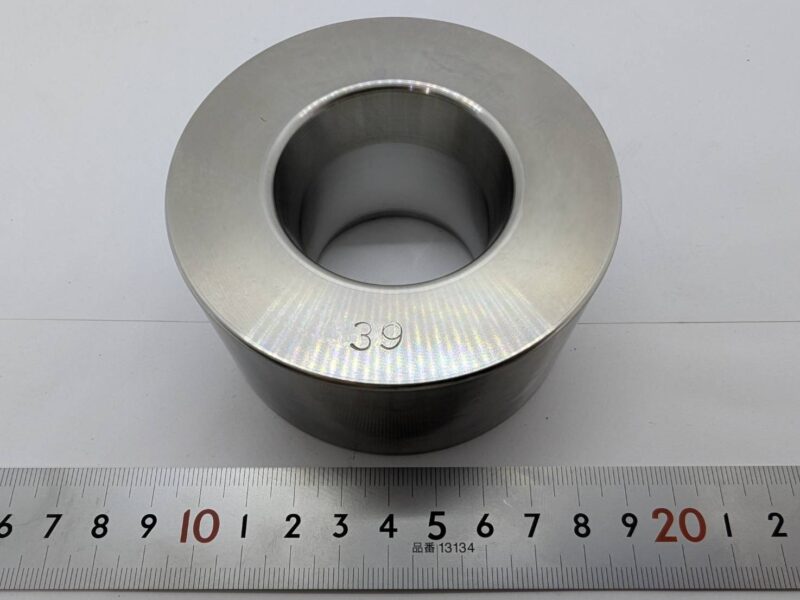
SKS3製 Φ65×130 スリーブ(センターロッド用)
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

SCM440製 Φ280×81 カップリング用・歯
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
SCM材
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗,
-
コストダウン
-
-
-

Φ280×81 サイジングミル用・歯(ステライト溶射再生)
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
SCM材,
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
再利用・リサイクル
-
-
-
25×32×2000 長尺レール
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-
90×90×100 シリンダーチューブ
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
研磨加工,
-
硬質クロムめっき
-
-
機能・目的:
-
耐摩耗
-
-
-

Φ16×185 ガイド用丸棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

S45C製 Φ60×273 精密ガイドピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

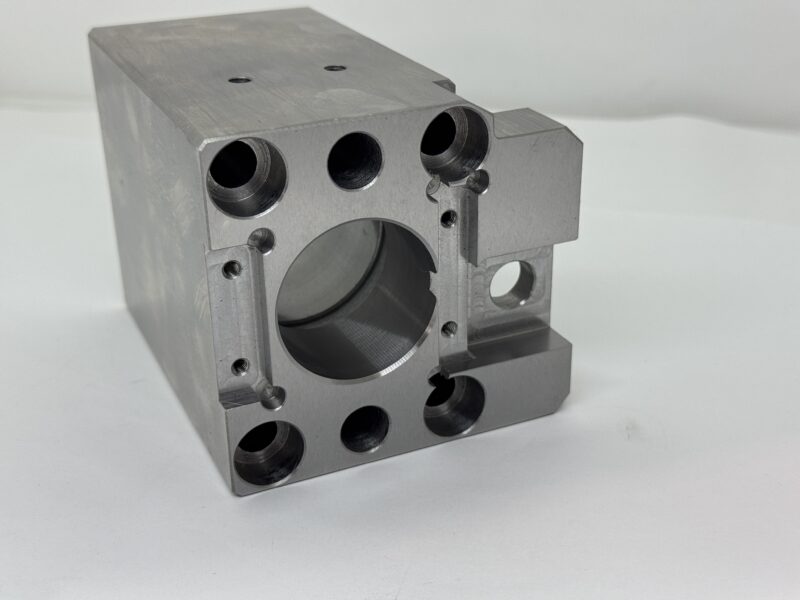
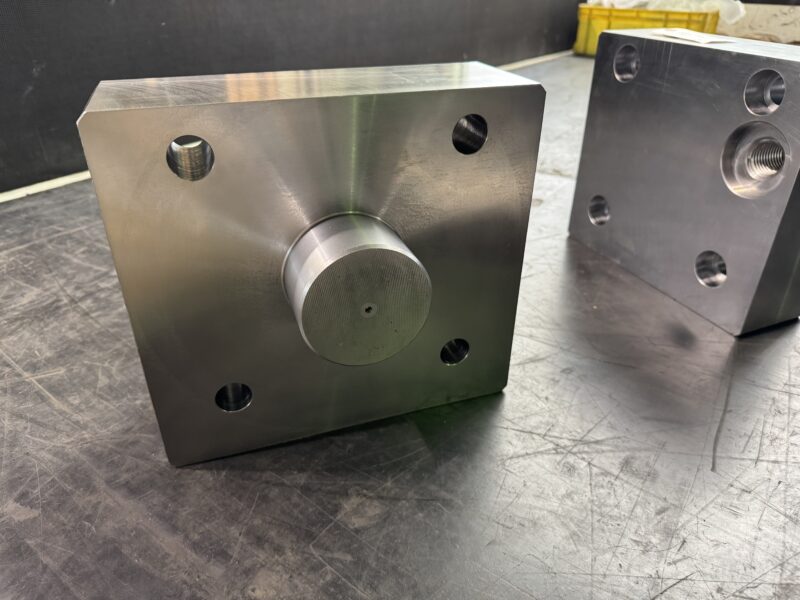
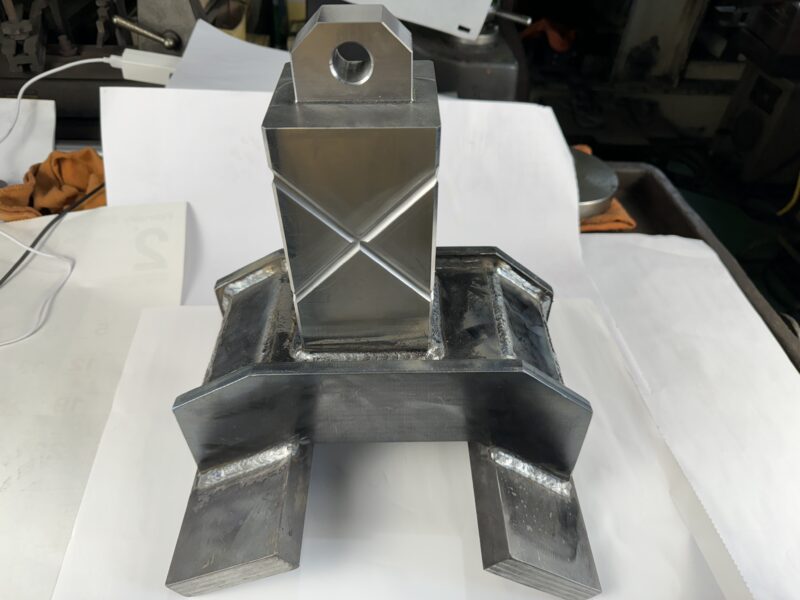
SS400・S45C複合仕様 高精度軸ブラケット(全長444.8mm)
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
精度向上,
-
リードタイム短縮
-
-
-

複合材仕様 軸ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材,
-
S45C-S55C
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
リードタイム短縮
-
-
-

ABB1製 取付スタットボルト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
耐久性
-
-
-
カステンボックス
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ145 ばね座(窒化処理仕様)
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
窒化処理
-
-
機能・目的:
-
-
-

S45C製 Φ40×47 バネ受け
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
-
-
S45C製 Φ65 調整ナット
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

27六角×20 壁付き・特殊ナット
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ43×315 ストッパーピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

SS400製 Φ30×150 精密丸ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ30×186 ピン・先端ダイヤ型
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

Φ30×186 ピン・先端丸型
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

製鉄工場向け S45C製ツメ
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
製鉄工場向け S45C製フランジ
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-
Φ430ベアリング押さえ
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

SCM440調質材 丸ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
調質処理,
-
黒染め(黒色酸化皮膜処理)
-
-
機能・目的:
-
-
-

φ140 精錬所向け設備用主軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
研磨加工
-
浸炭焼入れ
-
-
機能・目的:
-
-
-

ロケーションピン オス②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

ロケーションピン オス①
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

SCM420製 ロケーションピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

SKH51製 ロケーションピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
真空焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

カステンゲージ棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

メスゲージ
-
製品種類:
-
ゲージ
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-

オスゲージ
-
製品種類:
-
ゲージ
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
耐摩耗
-
-
-
偏芯ブロック
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理
-
-
機能・目的:
-
耐摩耗,
-
リードタイム短縮
-
-
-

ピストンロッド
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
調質処理,
-
研磨加工
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-
自動車業界向け特注シリンダー
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理
-
-
機能・目的:
-
精度向上,
-
コストダウン
-
-
-

ステンレス製 位置決め特注ピン②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性,
-
硬度向上
-
-
-

S45C製 基準ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

ステンレス製 位置決め特注ピン①
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性
-
-
-
ヘリサート付きブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

線材圧延設備用シャフト②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-
線材圧延用カラー
-
製品種類:
-
-
材質:
-
SNC材
-
-
表面処理:
-
浸炭焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-
SKD11製ガイドブッシュ(真空焼入れ)
-
製品種類:
-
ゲージ
-
-
材質:
-
SKD材
-
-
表面処理:
-
真空焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

ピストンロッドの銅溶射・硬質クロムメッキ加工
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
BC材
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
-
-

キャップ(SCM435・油焼入)
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-
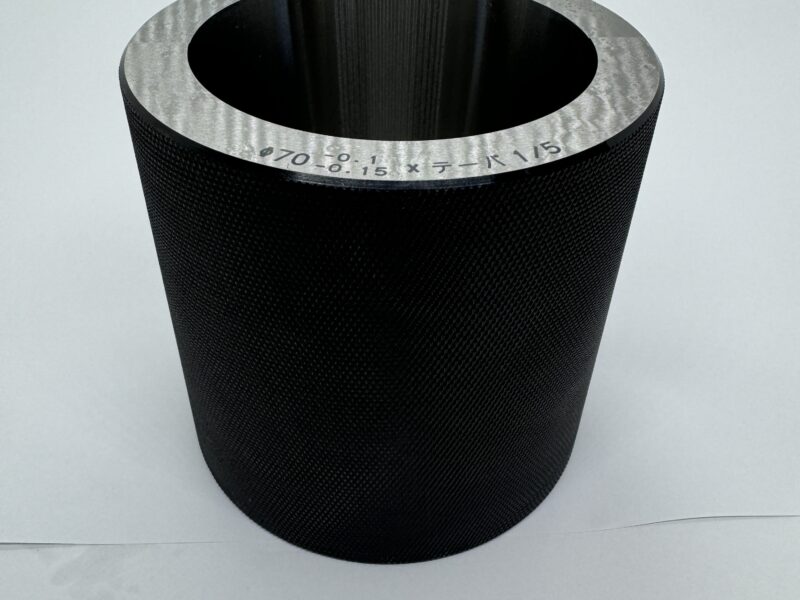
テーパーリングゲージ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-

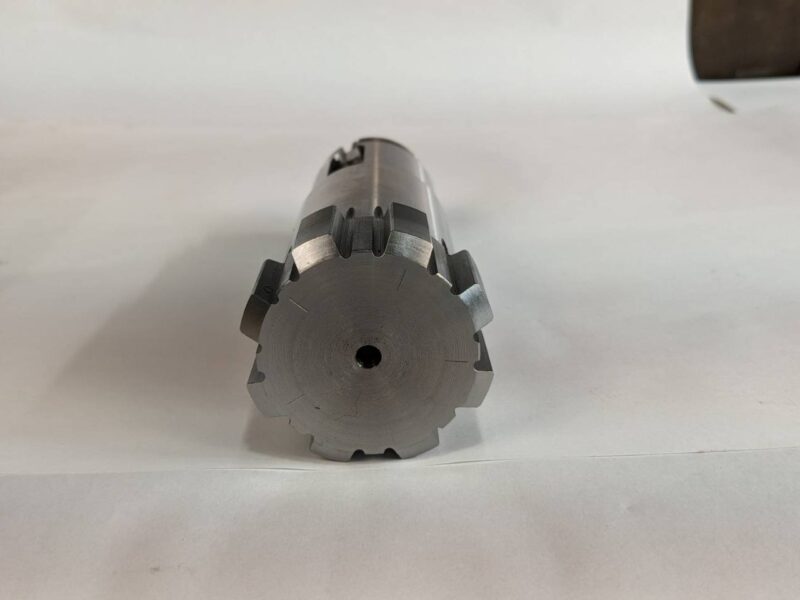
テーパープラグゲージ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-
スプラインシャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

S45C製 圧下メタル
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐摩耗
-
-
-
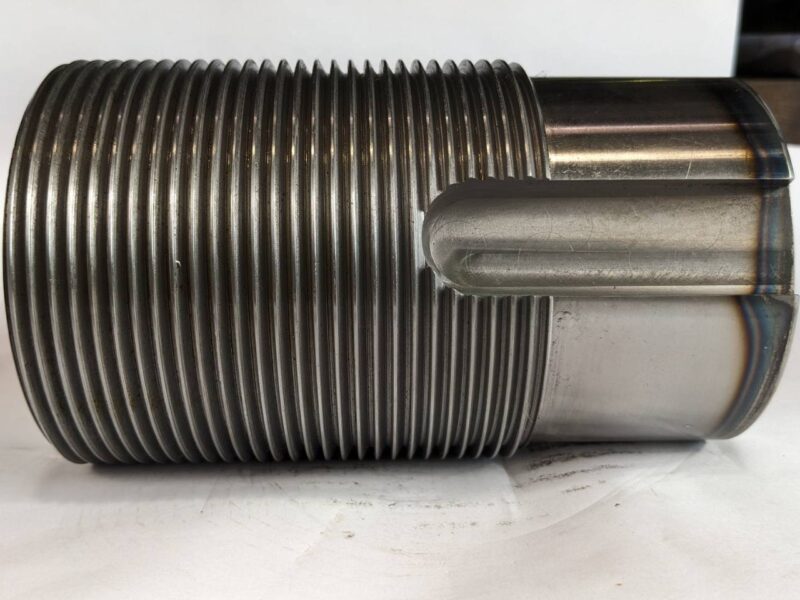
スクリュー軸 (S45C・ノコ刃ネジ)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

めねじ(PBC)〈ノコ刃ネジ、スプライン加工〉
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

偏心ローラー軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

ブロックピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

アタッチメント
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

設備取付用 保持金具
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
コストダウン
-
-
-

軸受
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-
釣り用金具
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
リードタイム短縮,
-
コストダウン
-
-
-
マルチウェッジVプーリー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
耐久性,
-
靱性向上
-
-
-

カサ歯車(小)
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-

カサ歯車(大)
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-

Φ428大型vプーリー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
SCM材
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

Vプーリー(砥石側用)
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗,
-
耐久性
-
靱性向上
-
-
-

保持ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

フォークエンド
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

変換用アタッチメント軸
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

スプリングホルダー軸
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

設備用ハンドル
-
製品種類:
-
その他
-
-
材質:
-
SS材,
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

設備用駆動車輪
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-

設備用段付きシャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
硬度向上,
-
コストダウン
-
-
-

設備用シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SNC材
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
硬度向上,
-
コストダウン
-
-
-
圧延用ローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
真空焼入れ
-
-
機能・目的:
-
耐摩耗,
-
精度向上
-
-
-

テーパー付きローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗,
-
精度向上
-
-
-

Vプーリー(モーター側用)
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理,
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗,
-
耐久性
-
靱性向上
-
-
-

圧下スクリュー軸 (ノコ刃ねじ付)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

めねじ (ノコ刃ねじ付)
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
窒化処理
-
-
機能・目的:
-
耐摩耗
-
-
-

S45C製 Φ16×166 シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

ハスバ歯車
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
研磨加工,
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗,
-
精度向上
-
-
-

ハスバ歯車付シャフト
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-

給電用シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

シリンダー用ピストン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SCM材,
-
BC材
-
-
表面処理:
-
研磨加工,
-
硬質クロムめっき
-
-
機能・目的:
-
精度向上
-
-