加工事例
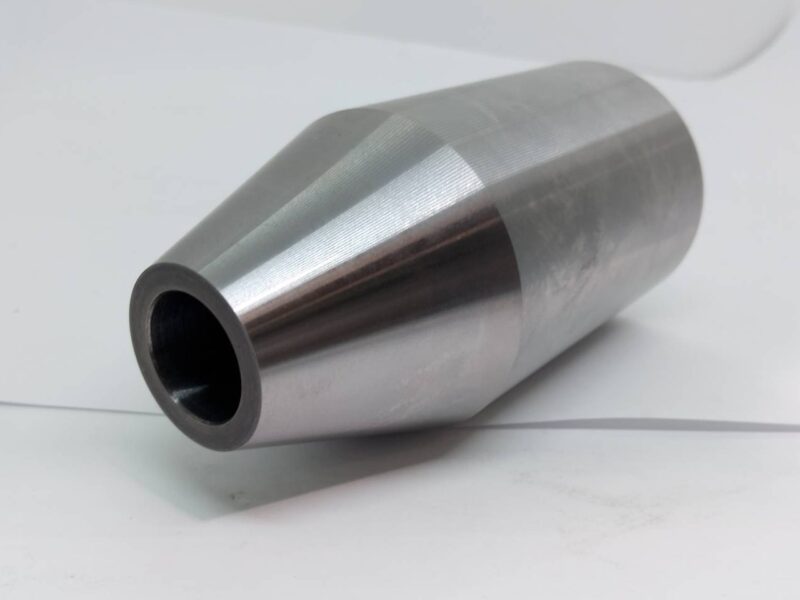
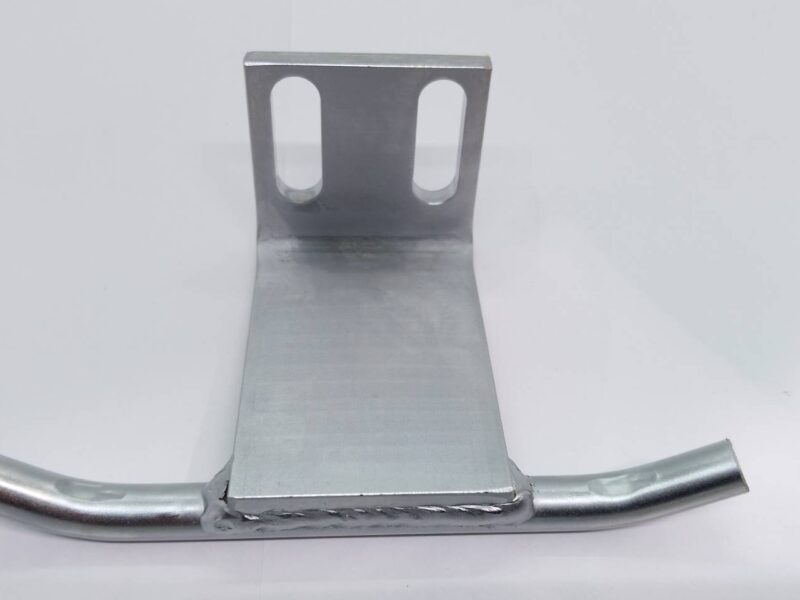
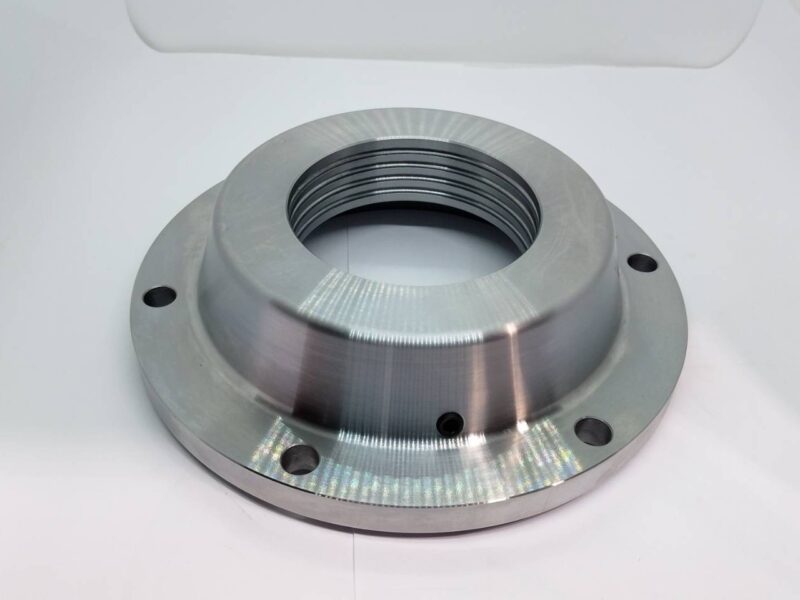
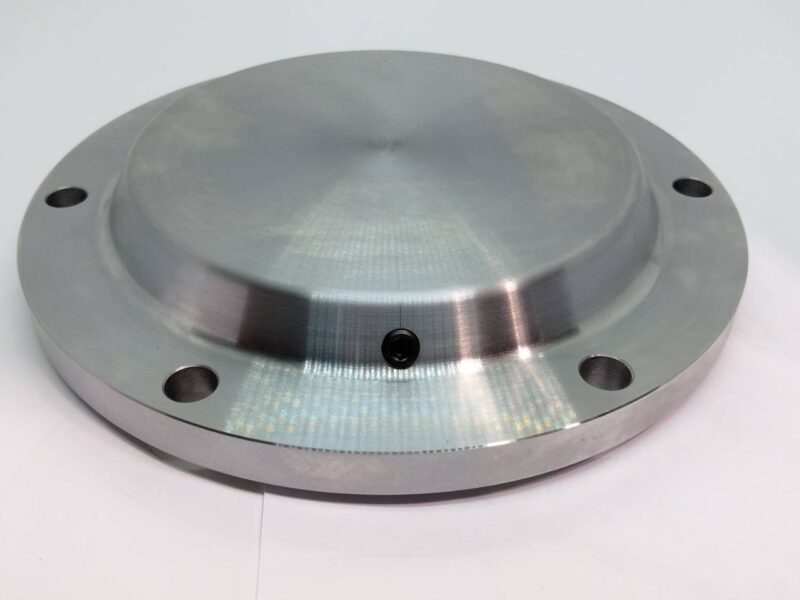
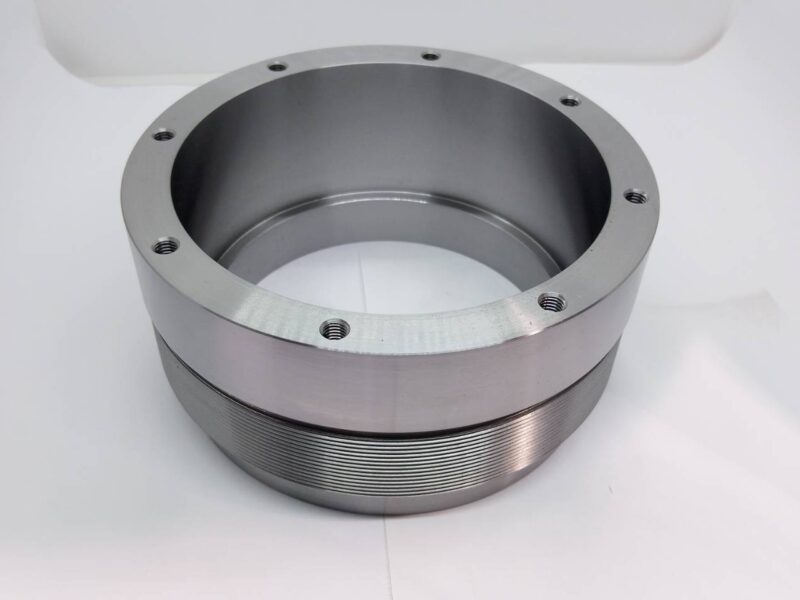
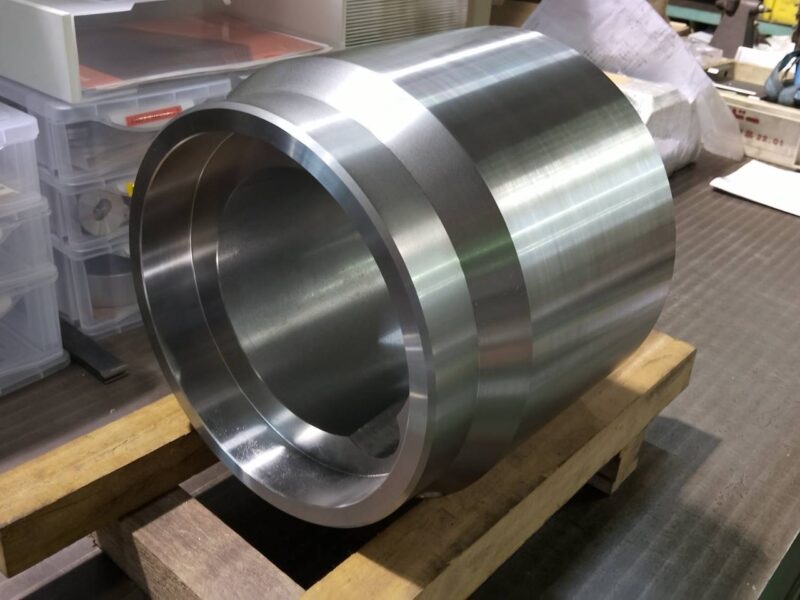
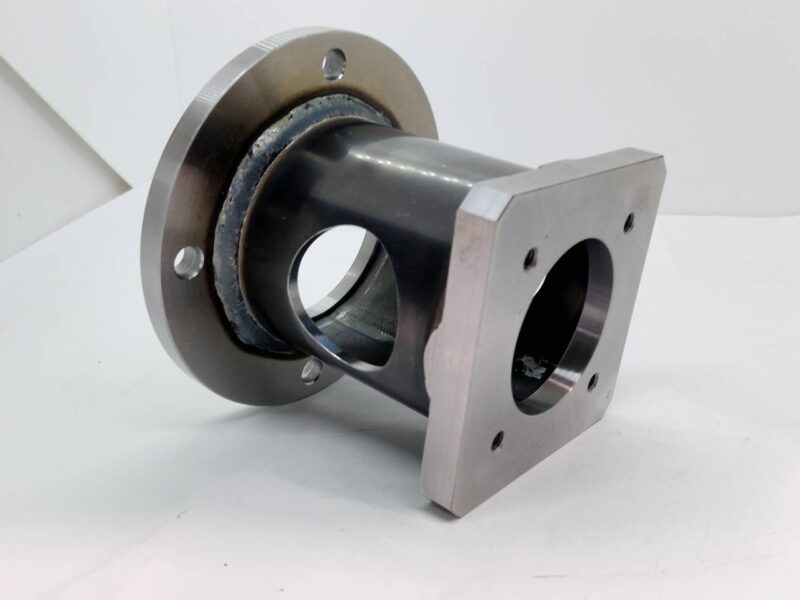
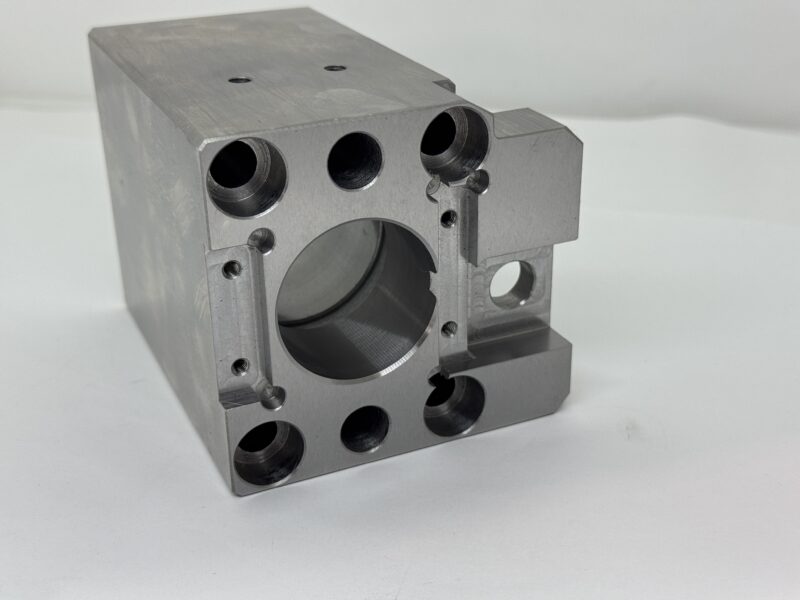
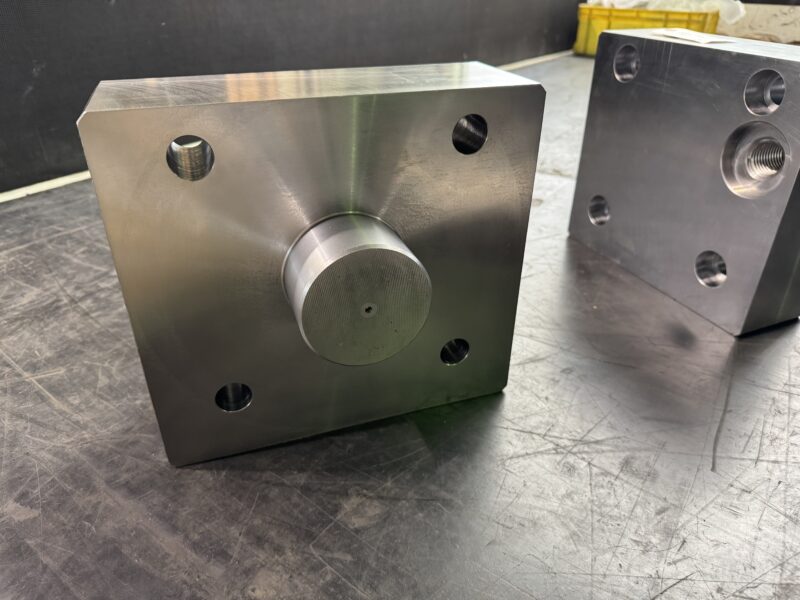
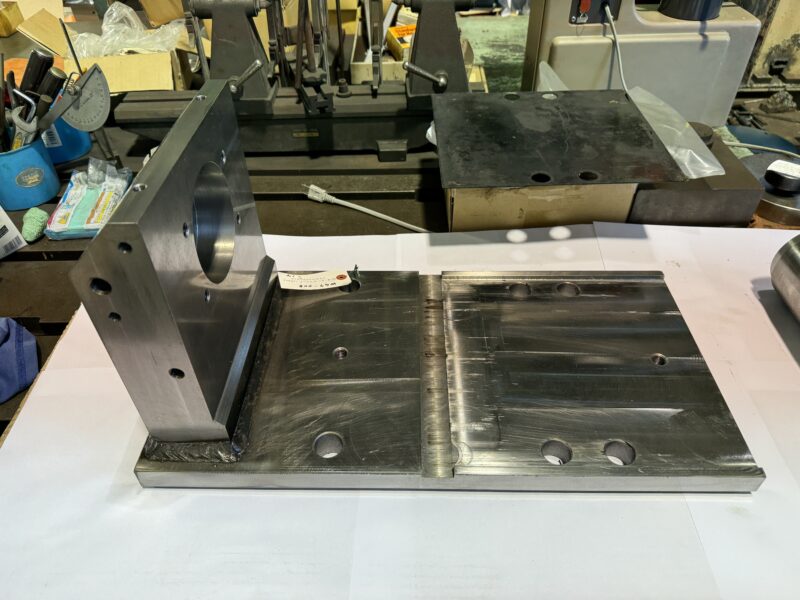
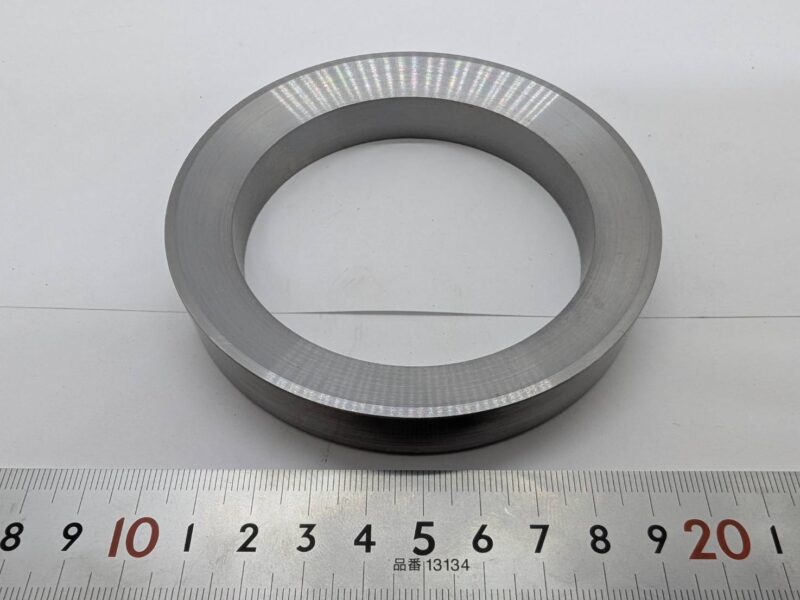
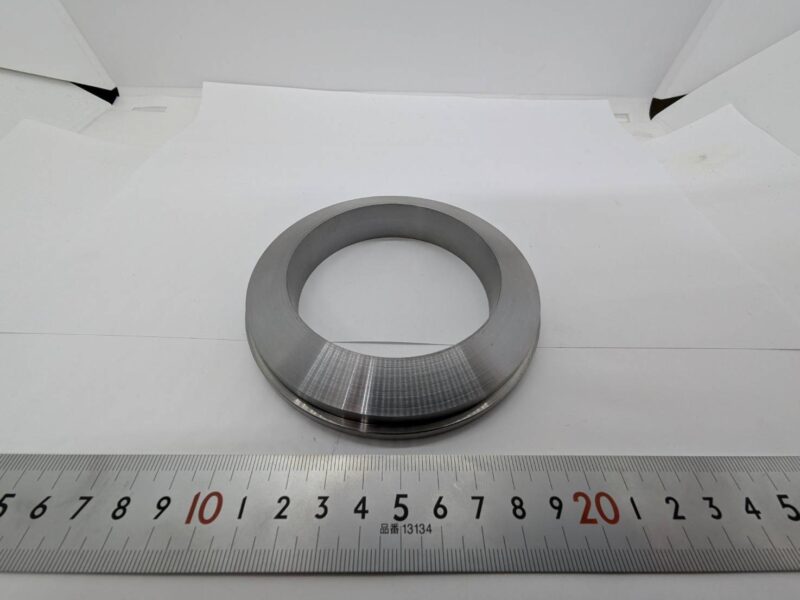
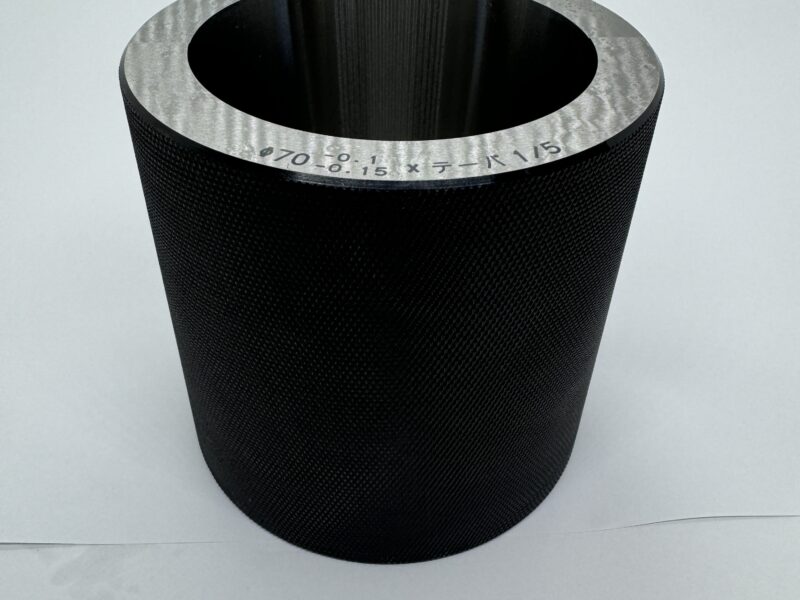
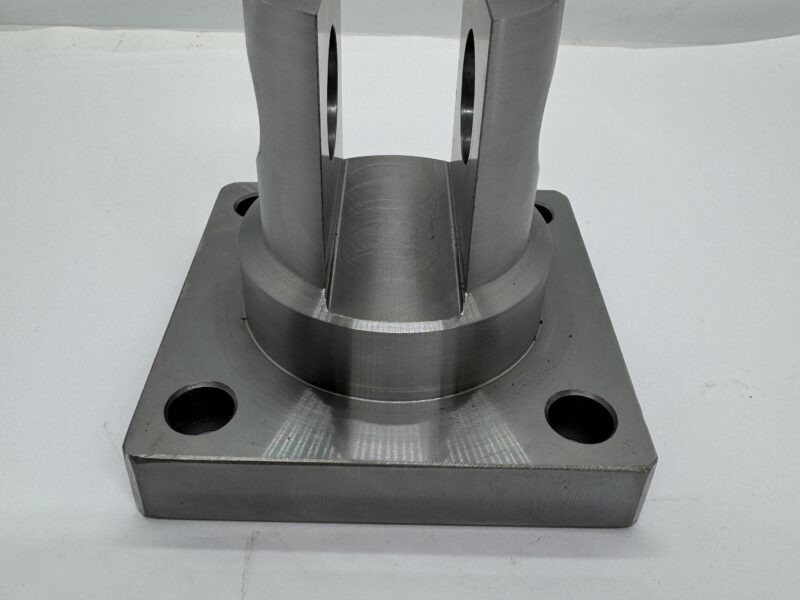
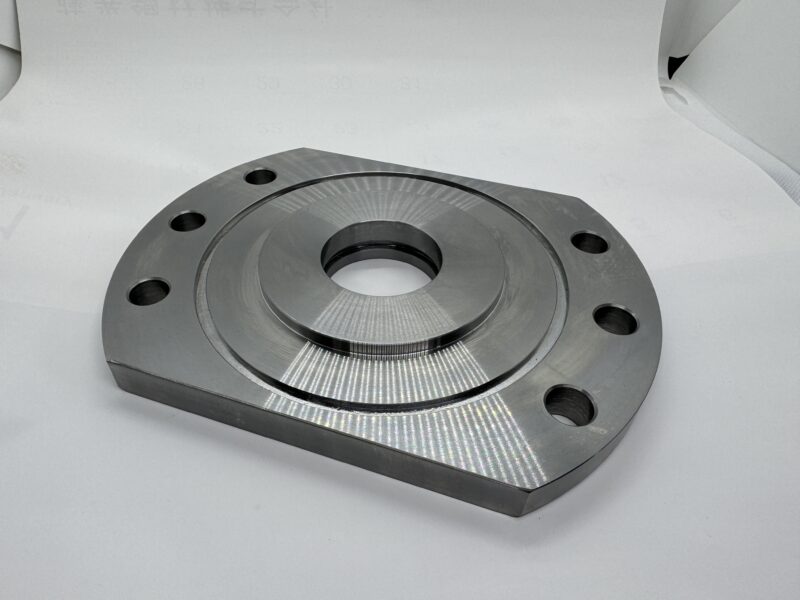
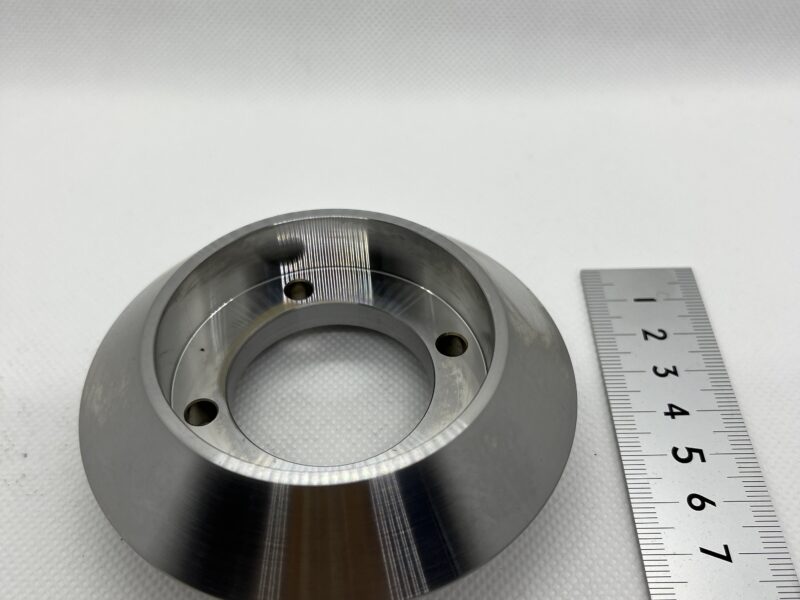
STKM13A製 Φ190 アダプター



| 材質 | STKM13A,SS400 |
| サイズ | Φ190×167 |
| 加工工程 | 旋盤加工, →溶接, →旋盤加工, →マシニング加工 |
| 精度 | Φ6H7 |
詳細説明
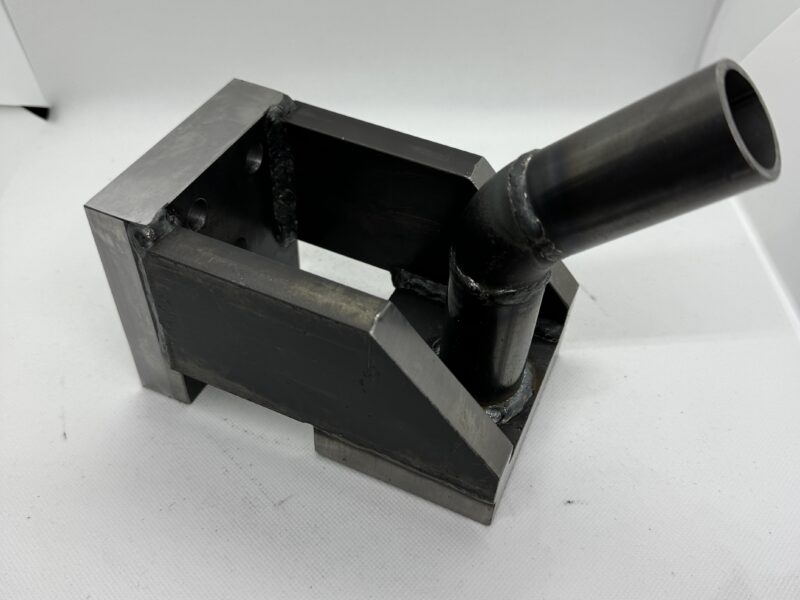
本事例は、機械構造用炭素鋼鋼管(STKM13A)のパイプ材と一般構造用圧延鋼材(SS400)を組み合わせ、外径Φ190×167mmのサイズで製作した、製造工場向け設備部品のアダプターです。旋盤加工、溶接、マシニング加工を組み合わせ、Φ6H7の精密な穴加工を実現いたしました。
本製品はパイプ材に対してフランジ部を溶接する構造となっており、そのフランジ部分に高精度な穴加工が求められます。しかし、金属を溶接する際には強大な熱が発生するため、溶接後に必ず微細な熱歪み(変形)が生じてしまいます。最初からすべての仕上げ加工を終えた状態で溶接を行うと、この熱歪みによって寸法公差や位置精度が狂ってしまい、要求される厳格な精度を満たすことができなくなります。
この歪み対策として、私たちは加工工程の段取りを緻密に組み立てました。まず溶接を行う前の段階で、あらかじめ取り代(削り残し)を残した荒加工を実施します。この荒加工の状態でパイプとフランジを強固に溶接し、熱歪みが出きった後に、改めて仕上げを行うことで溶接歪みを除去いたしました。最後にマシニング加工によって精密な穴あけを行うことで、すべての寸法公差と位置関係を設計図面通りに完璧に収めました。
材料に中空のパイプ材を選択したことで、丸棒の塊から削り出す工法と比較し、材料ロスの最小化と、切削加工時間の圧縮を両立させました。
=====================
当サイトを運営する平野鉄工株式会社は、自動車駆動部品の製造で研鑚を積んだ精密丸物加工技術を基盤とし、重工業界の設備部品製造を幅広く受託しています。直径φ5の微小ピンから、クレーンでの段取りを要する中型部品、さらには独自の外注加工ネットワークを駆使した最大φ900の長尺・大径シャフトやローラーの調達まで柔軟に対応可能です。
私たちは単なる切削加工に留まらず、調質や高周波焼入れ、浸炭焼入れといった最適な熱処理の選定から、硬質クロムめっき、さらには超硬・ステライト溶射を用いた部品の肉盛り・再利用まで、現場の長寿命化ニーズに直結する部品の納品をお約束いたします。他社で敬遠されがちな小ロット・単品の特急案件や、工法転換による徹底的なコストダウン提案もお任せください。薄肉カラーや特大アダプターをはじめ、寸法のばらつきを許さない超精密な丸物加工品の設計・調達でお困りの際は、「ローラー・シャフト旋盤加工長寿命化ナビ」へご相談ください。
関連事例一覧
-
SKS3製 Φ65×130 スリーブ(センターロッド用)
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

Φ280×81 サイジングミル用・歯(ステライト溶射再生)
-
製品種類:
-
歯車・ギヤ
-
-
材質:
-
SCM材,
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
再利用・リサイクル
-
-
-

50×76×15 センサーブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

50×35×30.4 センサーブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
(Φ120-Φ117)×150 シリンダーかぶせ筒
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

80×80×151 連結ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

41×67×97.5 ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

62×54×90.5 ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

C3604製 16六角×15 袋ナット
-
製品種類:
-
その他
-
-
材質:
-
銅材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

TCuP(タフピッチ銅)製 電極バー・クランク型
-
製品種類:
-
その他
-
-
材質:
-
銅材
-
-
表面処理:
-
-
機能・目的:
-
-
-

タフピッチ銅製 300×100×50 電極バー
-
製品種類:
-
その他
-
-
材質:
-
銅材
-
-
表面処理:
-
-
機能・目的:
-
-
-
タフピッチ銅製 650×360×50 電極バー・長尺
-
製品種類:
-
その他
-
-
材質:
-
銅材
-
-
表面処理:
-
-
機能・目的:
-
-
-

160×90×158 ロボット工程用ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-
140×60×75 スイッチ用ガイド
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐久性
-
-
-
160×38×61 スイッチ用ガイド
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐久性
-
-
-

HMD5製 23.1×35×16 クランプ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

50×50×68 ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

17六角×16.5 冷却水ノズル
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

SUS310製 200×265×158 スキッドレール受金物部材
-
製品種類:
-
その他
-
-
材質:
-
SUS材
-
-
表面処理:
-
-
機能・目的:
-
耐食性
-
-
-

SUS310製 200×265×158 スキッドレール受金物部材
-
製品種類:
-
その他
-
-
材質:
-
SUS材
-
-
表面処理:
-
-
機能・目的:
-
耐食性
-
-
-

SUS304製 400×261×34 先端検知棒
-
製品種類:
-
その他
-
-
材質:
-
SUS材
-
-
表面処理:
-
-
機能・目的:
-
耐久性
-
-
-
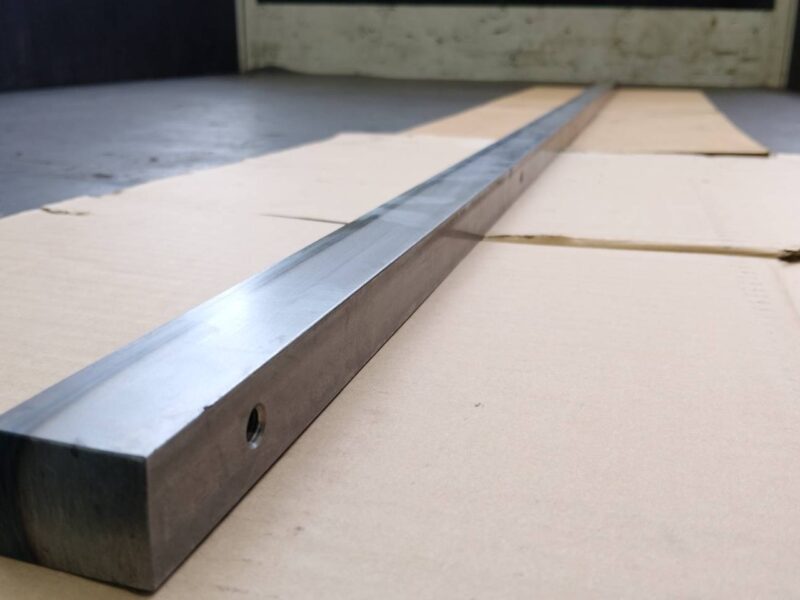
25×32×2000 長尺レール
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

ホイールブラケット
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SUS304製 45×45×148 ソケット
-
製品種類:
-
その他
-
-
材質:
-
SUS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-
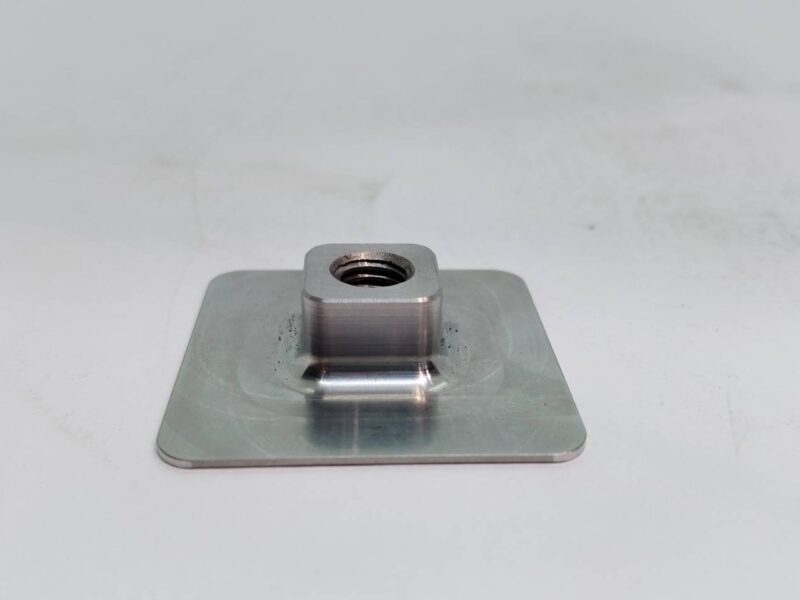
SUS430製 39×39×10 ベースプレート
-
製品種類:
-
その他
-
-
材質:
-
SUS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
90×90×100 シリンダーチューブ
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
研磨加工,
-
硬質クロムめっき
-
-
機能・目的:
-
耐摩耗
-
-
-

210×44×63 スイッチ用ガイド
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐久性
-
-
-
ガイド
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ16×185 ガイド用丸棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
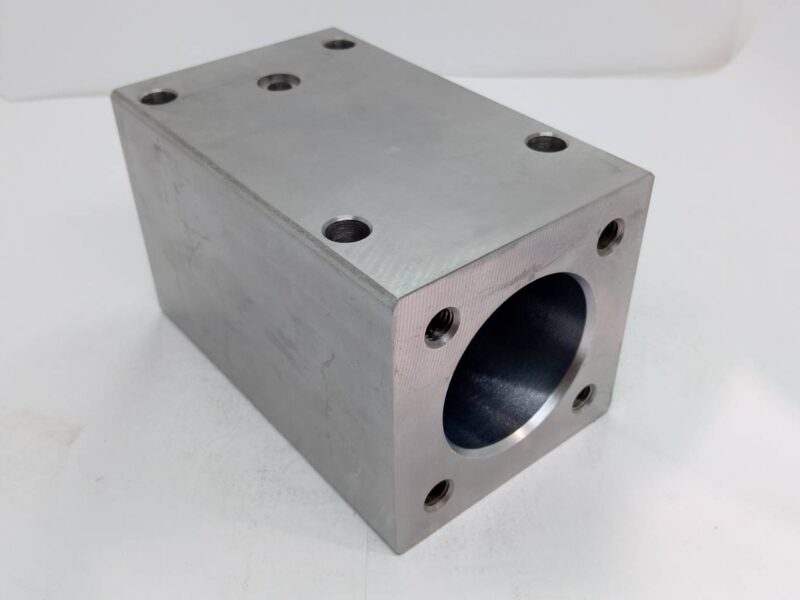
SS400製 位置決めブロック
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
-
-

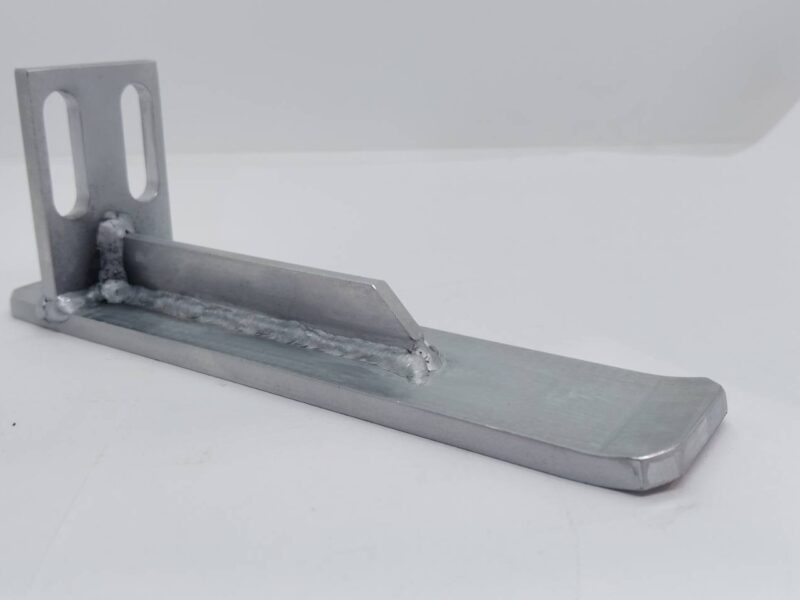
SS400製 設備用取付ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

SS400製 Φ400 特大アダプター
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
マルチジョイントブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

STKM13A製 Φ360 アダプター
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材,
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

STKM13A製 Φ180 薄肉カラー
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-
140×70×30 軸受・無給油ブッシュ付
-
製品種類:
-
その他
-
-
材質:
-
SS材,
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ380大型サイズ SS400製 軸受
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

470×315×130 クランプ軸受ケース
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
Φ233×62 SS400製 軸受蓋
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ233×57 SS400製 軸受蓋
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
Φ233×40 SS400製 軸受蓋
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

マルチジョイントスライドブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SS400・S45C複合仕様 高精度軸ブラケット(全長444.8mm)
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
精度向上,
-
リードタイム短縮
-
-
-

複合材仕様 軸ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材,
-
S45C-S55C
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
リードタイム短縮
-
-
-

ABB1製 取付スタットボルト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
耐久性
-
-
-
カステンボックス
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

Φ145 ばね座(窒化処理仕様)
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
窒化処理
-
-
機能・目的:
-
-
-

S45C製 Φ40×47 バネ受け
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
-
-

135mm角 ピストンカバー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

SS400製 230×150 ロッドカバー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
スラストベアリングケース
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

2400mm超 SS400製 長尺プッシャーロッド
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

S35C製 Φ100×861 圧延用ローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

長尺1926mm デンスバー製 クロッシングテーブルローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-
SCM440製 Φ280 カップリング
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
-
-
220×375 リフタープレート
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
S45C製 Φ65 調整ナット
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

27六角×20 壁付き・特殊ナット
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-

SUS304製 タフトライト処理 三角ガイド固定ボルト
-
製品種類:
-
その他
-
-
材質:
-
SUS材,
-
その他
-
-
表面処理:
-
タフトライト
-
-
機能・目的:
-
-
-

SS400製 Φ30×150 精密丸ピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

PBC2(リン青銅鋳物)製 ブッシュ
-
製品種類:
-
ブラケット
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

φ350mm 製鉄工場向けローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性,
-
精度向上
-
-
-

1435mm SS400製アーム
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
1500mm SS400製アーム
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
自動車工場用設備向け ホルダー
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

製鉄工場向け S45C製ツメ
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

先端金具
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

半割押さえ
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

ベアリング押さえ
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-
製鉄工場向け S45C製フランジ
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-
Φ430ベアリング押さえ
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

424×205×70 ストッパー
-
製品種類:
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
位置決め・固定
-
-
-

SS400製 ストッパーブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SKH51製 ロケーションピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
真空焼入れ
-
-
機能・目的:
-
硬度向上
-
-
-

C2801製 設備用カバー部品
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
特急対応
-
-
-

カステンゲージ棒
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
耐摩耗
-
-
-

メスゲージ
-
製品種類:
-
ゲージ
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-

オスゲージ
-
製品種類:
-
ゲージ
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工
-
-
機能・目的:
-
耐摩耗
-
-
-

シリンダーカバー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
偏芯ブロック
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理
-
-
機能・目的:
-
耐摩耗,
-
リードタイム短縮
-
-
-
自動車業界向け特注シリンダー
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
調質処理
-
-
機能・目的:
-
精度向上,
-
コストダウン
-
-
-

アルミ製カメラカバー
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
特急対応
-
-
-

ステンレス製 位置決め特注ピン②
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性,
-
硬度向上
-
-
-
海外工場向け 設備用カバー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

ステンレス製 位置決め特注ピン①
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性
-
-
-

ステンレス製 吊りボルト
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐久性,
-
コストダウン
-
-
-
軸受用蓋
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
軸受用蓋(貫通無し)
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SS400製 h7公差軸受け
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

軸受用カラー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

軸受蓋
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
ヘリサート付きブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-
製鉄工場分塊設備用 大径ピストン
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

製鉄工場分塊設備用ピストン
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
-
-

製造設備用 ステンレスブッシュ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-

線材圧延設備用シャフト①
-
製品種類:
-
その他
-
-
材質:
-
-
表面処理:
-
研磨加工,
-
浸炭焼入れ
-
-
機能・目的:
-
-
-

キャップ(SCM435・油焼入)
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-
精密ホルダー
-
製品種類:
-
その他
-
-
材質:
-
SCM材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

樹脂製ネジ(MCナイロン)
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
-
-
バルブケーシング
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

スライドブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
モーターブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

軸受
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

軸受
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
テーパー座金(メス側)
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
テーパー座金(オス側)
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
テーパーリングゲージ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-

テーパープラグゲージ
-
製品種類:
-
その他
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗
-
-
-

ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

SS400製 カバー
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

S45C製 圧下メタル
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
硬質クロムめっき
-
-
機能・目的:
-
耐摩耗
-
-
-
軸受ボス
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

移動ベース
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
下ロール側 軸受
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

上ロール側 軸受
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-
軸受ケース
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

ブロックピン
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

アタッチメント
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
-
-

設備取付用 保持金具
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
耐摩耗,
-
コストダウン
-
-
-

軸受
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
精度向上
-
-
-
釣り用金具
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
高周波焼入れ
-
-
機能・目的:
-
リードタイム短縮,
-
コストダウン
-
-
-

中継設備用 フリーローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
SS材,
-
その他
-
-
表面処理:
-
-
機能・目的:
-
コストダウン
-
-
-

フォークエンド
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
設備用保持フタ
-
製品種類:
-
その他
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

変換用アタッチメント軸
-
製品種類:
-
その他
-
-
材質:
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
-
-
設備用ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
特急対応
-
-
-

設備用ハンドル
-
製品種類:
-
その他
-
-
材質:
-
SS材,
-
S45C-S55C
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-
圧延用ローラー
-
製品種類:
-
ローラー・プーリー
-
-
材質:
-
その他
-
-
表面処理:
-
研磨加工,
-
真空焼入れ
-
-
機能・目的:
-
耐摩耗,
-
精度向上
-
-
-

ブッシュ
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

ツバ付ブッシュ
-
製品種類:
-
その他
-
-
材質:
-
BC材
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-
-

取付用ブラケット
-
製品種類:
-
ブラケット
-
-
材質:
-
SS材
-
-
表面処理:
-
-
機能・目的:
-
特急対応
-
-
-

給電用シャフト
-
製品種類:
-
シャフト・ピン・軸
-
-
材質:
-
その他
-
-
表面処理:
-
-
機能・目的:
-
精度向上
-
-